アルミ加工品・伸銅品(コネクタ材料、リードフレーム材料)なら山崎金属産業
![]()
非鉄金属加工NON-FERROUS METALWORKING
ヒートシンク
各部品の仕様
当社群馬工場の設備にて「ヒートシンク」の製造を行う事が出来ます。
(下記、ヒートシンク写真になります。)

当社で提供するヒートシンクは下記特徴がございます。
特徴
1)小型高性能
熱伝導率の良いオール銅製ヒートシンク
2)高精度
基盤取り付け面の平坦度の良い(0.03/50□)
3)設計の自由度
形状・配列の自由なピンフィン、圧力損失の少ないコルゲートフィン
4)低コスト
部品点数の少ないヒートシンク(3部品)
用途
半導体素子の直接冷却

各部品の仕様
1)ベース板(耐熱銅合金)
①化学成分:Cu97%以上、その他(Sn、Zn、Ni、P、Co)
②機械的特性:引張り強さ317N/m㎡、表面硬度HV5 85以上、伸び37%、導電率(%lACS)65
③寸法:板厚3mm以下
④平坦度:0.03以下/50□
2)ピンフィン
①化学成分:Cu99.96%以上(無酸素銅)
| ②寸法仕様: 例1 | ③工法:鍛造 ※下記参考 |
 |
 |
3)コルゲートフィン
①化学成分:Cu99.6%以上
②機械的特性:引張り強さ400N/m㎡、表面硬度HV120以上
③寸法:板厚0.3mm


4)ロー材
①アモロフアス合金
②化学成分:Cu76%、その他(Sn、Ni、Zn、P)
③寸法:板厚0.025mm
④融点:598~625℃
 |
 |
||
| ▲ロー材 25μシート | ▲ロー材 25μシート |
当社ろう付けの特色について
ろう付とは― 低温ろう付け工法
一般にろう付は、金属を融解せずに、金属間のろう材を溶融し、接合面に浸透させ、冷却を経ての接合です。
当社のろう付は、炉を使用した雰囲気ろう付で、炉内は窒素雰囲気、圧力は大気圧以上になっています。
ここに、水素を少し注入して、部材表面の酸化を還元し、若返りをさせます。
肌が若返ると化粧の乗りが良くなるのと同じで、金属も若返りすると、接合面へのロウ材の密着度が向上します。
炉内での部材の加熱は、三段階に徐々に上昇させる仕組みを採り、急激な温度上昇による部材の変形を抑制しています。
当社は、最適低温ロウ材を選択して、銅の場合、約600℃で溶融するろう材を適用しています。
このことも、部材の変形を少なくしています。
当社のろう付は、炉を使用した雰囲気ろう付で、炉内は窒素雰囲気、圧力は大気圧以上になっています。
ここに、水素を少し注入して、部材表面の酸化を還元し、若返りをさせます。
肌が若返ると化粧の乗りが良くなるのと同じで、金属も若返りすると、接合面へのロウ材の密着度が向上します。
炉内での部材の加熱は、三段階に徐々に上昇させる仕組みを採り、急激な温度上昇による部材の変形を抑制しています。
当社は、最適低温ロウ材を選択して、銅の場合、約600℃で溶融するろう材を適用しています。
このことも、部材の変形を少なくしています。


コイル材の整直レベリング~プレス抜き加工~各種孔あけ加工からろう付け加工までの一貫生産体制での対応が可能。
雰囲気ろう付の工程
部材を組付け保持する冶具(トレイ)にセット後、ろう付炉のコンベアに載せてからスタートします。
トレイは、炉入口の少し重いステンレス鎖のカーテンをくぐり、加熱ゾーンに入ります。
加熱は三段階で行い、部材を徐々に均一に温度上昇させ、急激な加熱による変形を抑制します。
部材の表面は、このゾーンで、水素により還元(表面の酸化膜を除去)され、表面が若返ります。
この若返った面に溶融したロウ材が浸透し、接合面間を充満させ、次の冷却ゾーンに移ります。
冷却ゾーンで、接合面間のロウ材は空冷により固まり、部材間を強固に接合します。
この時の接合力は、形状によっては、部材(母材)強度に近づくこともあります。
冷却後、トレイから組合せ部材を取出し、部材のろう付部の状態、全体形状の点検を行い、次の工程に送られます。
トレイは、炉入口の少し重いステンレス鎖のカーテンをくぐり、加熱ゾーンに入ります。
加熱は三段階で行い、部材を徐々に均一に温度上昇させ、急激な加熱による変形を抑制します。
部材の表面は、このゾーンで、水素により還元(表面の酸化膜を除去)され、表面が若返ります。
この若返った面に溶融したロウ材が浸透し、接合面間を充満させ、次の冷却ゾーンに移ります。
冷却ゾーンで、接合面間のロウ材は空冷により固まり、部材間を強固に接合します。
この時の接合力は、形状によっては、部材(母材)強度に近づくこともあります。
冷却後、トレイから組合せ部材を取出し、部材のろう付部の状態、全体形状の点検を行い、次の工程に送られます。
量産実績―HV用パワーモジュールヒートシンク
当社は、銅合金部材のろう付が得意です。
中でも、PinFinを用いたHeatSink(HS)は、量産実績があります。
この略A4縦半割サイズのHSは、3mm厚ベース板上に直径2mm、高さ8mmのPinを約700個載せています。
このベースとPinを、当社のろう付炉を使用して接合します。
ここで、要求される「ろう付け後ベースの平面度」は「0.1mm以下」です。
この平面度とろう付性を両立させるため、山金はろう付温度の低温化を検討しました。
普通の銅のろう付温度は、約800℃位ですが、これだとベースの反り変形が大きく、冷却後の矯正が大変です。
当社は、低融点(約600℃)のアモルファス(非晶質)合金系のロウ材を選択し(※1)、各種の検証後、採用を決めました。
部材の温度が600℃と普通より低温のため、変形が少なく、冷却後の反り矯正が不要になりました。
もちろん、これはロウ材の他に、ベース材の特性評価、炉内の過熱方法などの検討と合せての結果であります。
後、HSですので、上記と合せ、Finとベース表面間の熱抵抗がキーで、凝固ロウ中の空気ボイド低減も検討しています。
中でも、PinFinを用いたHeatSink(HS)は、量産実績があります。
この略A4縦半割サイズのHSは、3mm厚ベース板上に直径2mm、高さ8mmのPinを約700個載せています。
このベースとPinを、当社のろう付炉を使用して接合します。
ここで、要求される「ろう付け後ベースの平面度」は「0.1mm以下」です。
この平面度とろう付性を両立させるため、山金はろう付温度の低温化を検討しました。
普通の銅のろう付温度は、約800℃位ですが、これだとベースの反り変形が大きく、冷却後の矯正が大変です。
当社は、低融点(約600℃)のアモルファス(非晶質)合金系のロウ材を選択し(※1)、各種の検証後、採用を決めました。
部材の温度が600℃と普通より低温のため、変形が少なく、冷却後の反り矯正が不要になりました。
もちろん、これはロウ材の他に、ベース材の特性評価、炉内の過熱方法などの検討と合せての結果であります。
後、HSですので、上記と合せ、Finとベース表面間の熱抵抗がキーで、凝固ロウ中の空気ボイド低減も検討しています。
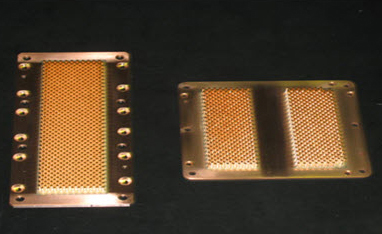
HV用パワーモジュールヒートシンク

※1 当社はcuproBrazeアライアンスに加盟しております
試作品、素材や加工法の提案にも柔軟に対応
各加工拠点では、お客様のニーズに応じて部品や試作品の製造にも対応しています。また、商社の強みを生かした新素材の紹介から加工法の提案まで、製品の品質向上やコストダウンにつながるコンサルティング・サービスも提供いたします。